圓形金屬波(bō)紋管在(zài)加個過程中,原料不(bú)鏽鋼板材要按照技術設計圖紙來加工製(zhì)作。確定(dìng)好尺寸後通過(guò)剪板機進行定尺裁剪。接下來(lái)是圓形金屬膨脹節卷筒製作工藝了,將裁好的板材用自動焊接卷製焊接(jiē)成筒形在焊接時要注(zhù)意焊接接頭要清潔,整齊沒有雜質,假如(rú)處理不好將直接影響焊口的牢固性。焊接成筒後要(yào)對(duì)焊口進行探傷(shāng)抽(chōu)查,以(yǐ)確保圓形(xíng)金屬波紋管的(de)後期質量。
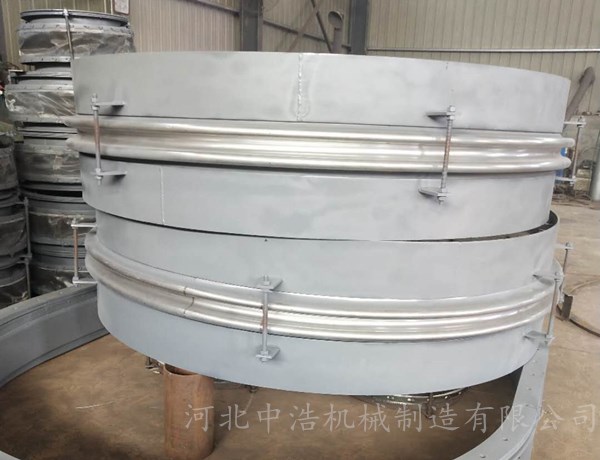
接下來(lái)是壓製(zhì)波紋(wén)的這道工藝了,將焊接的好的筒體放到機械漲(zhǎng)形的壓波機上,通過模具的機械漲形,在筒體上撐出波紋的形狀來。在撐波(bō)是要注意要勻速(sù)運行設備,以免因為速度過快,導致(zhì)波紋被撐裂開。在筒體需要(yào)做(zuò)的波紋(wén)比較多的時候,要注意測量尺寸,以此(cǐ)來確(què)保出來(lái)的波紋是(shì)均勻的。
我們看到的金屬波紋(wén)管它們的波紋數量有多有少,那麽這個波紋數量是怎麽(me)來決定的呢?它一般是根(gēn)據補償量(liàng)或產品高溫計算出來的。那麽我們怎樣才能知道我們需要多大補償量的金屬波紋管
膨脹節呢?其實管道熱脹冷縮產(chǎn)生的位移量是有公式來進行計算的。
管道熱脹冷縮(suō)所需要的補償量計算公式(shì):X=a·L·△T x 管(guǎn)道膨脹量 a為線膨脹係數,取0.0133mm/m L補償管線(所需(xū)補償管道固定支座間的距離)長度 △T為溫(wēn)差(介質溫度-安(ān)裝時環境溫度)
隻有所選(xuǎn)的
金屬波紋管的補(bǔ)償量大於管道熱脹冷縮所產生的(de)位移量(liàng),才能確保金(jīn)屬波紋管的正常使用,確(què)保管道(dào)的正常(cháng)運行。