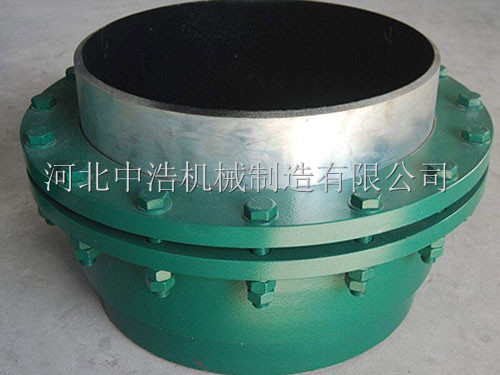
為了確保管(guǎn)路(lù)在熱情況下的平穩和安全性,降低管路熱漲冷縮時造成的地應力,管路上每過(guò)_間距應安置支撐架及補償(cháng)設備.熱力管網在_狀況下能應用(yòng)無推力旋轉補償器,無推力旋轉補償器的焊縫成型要求焊縫過度平緩,高低寬窄較均勻.
為了確保管路在熱情況下的平穩和安全性,降低管(guǎn)路熱漲冷縮時造成的地應(yīng)力,管路上每過_間距應安置支撐架及(jí)補償設備(bèi)。熱力管網在_狀況下能(néng)應用無推力旋轉補償器,特性是安裝操作,占地麵積少,賠償工作能力較強,流體力學摩擦阻(zǔ)力小。
無推力旋轉補償器的焊縫成型要求焊縫過度平緩,高低寬窄較均勻,接頭良(liáng)好,焊縫尺寸咬(yǎo)邊≤0.5mm,表麵無氣孔(kǒng)夾渣、弧坑、裂紋等,嚴密無滲漏,所有符合要求安裝檢驗標準:
1、壁板內表麵(miàn)錯邊量不大於1mm,直線度允≤0.5L/1000mm,且zui大不應大(dà)於10m焊接的檢驗:按《火力發電廠焊接技術規程》DL/T869-2004的求進行套筒補償器焊接;
2、焊縫表麵應平整均勻,不得有裂紋、氣孔、焊瘤、夾渣(zhā)、弧坑等缺焊縫與母材應(yīng)圓滑(huá)過度,成型(xíng)良好;
3、所有焊縫應連續滿焊(hàn)不得漏焊,焊縫應_在1-3mm,焊縫禁止塞鋼筋、加扁鐵,不準虛焊、漏焊;焊口應平整光滑,嚴密不漏,焊渣、藥皮清理幹淨。
無推力(lì)旋轉補償器要達(dá)到驗收標準(zhǔn)的焊接要求:因采用原位定點焊接,為防止焊接變形,要采取合理(lǐ)組裝,合理的(de)焊接,剛(gāng)性加固等手段來達到或減少(shǎo)焊(hàn)接變形,達到驗收標準要求(qiú)。無推力旋轉補償器焊接要(yào)求,大家_要按照(zhào)以上要求進行焊接,減少不必要的失誤。
無推力旋轉補(bǔ)償器(qì)通常由(yóu)於環境因素和內部物質的危害會產生一些(xiē)腐蝕,如果出現了這些腐蝕可(kě)要采取對應措(cuò)施了(le)。出現(xiàn)腐蝕(shí)的原(yuán)因大部分由於無推力旋轉補償器(qì)期限較長,再加某些導致腐蝕的要素商品的。
腐蝕通常有點兒腐(fǔ)蝕破孔和應力腐蝕裂開二種種類(lèi),在其中(zhōng)應力腐蝕造成的先決(jué)條件是存有浸蝕(shí)自然環境及熱應力。地應力的存有是造成應力腐蝕裂(liè)開的先決條件(jiàn)之首,地應力的來源於關鍵有:無推力旋轉補償器生產加工成型全過程中造成的變形地應力和內應力;在服役期問的工作中地應力;裝配線不善造成的裝配線地應力過大,腐蝕物質(zhì)造成的楔入地應力。
所以無推力(lì)旋轉補償器(qì)產生腐蝕的那時(shí)候(hòu)要進行更換,以防導致(zhì)多餘的不佳影響。