管道金屬波紋管檢測裝置設計的原理及方法,完成了該裝置的機械主體(tǐ)及控製係統設(shè)計.金屬波紋(wén)管在實際(jì)進行安裝的過程當中(zhōng)_有(yǒu)著更多的標準,在安裝試壓之前(qián)要_檢查(chá)一下整個波紋補償器節點的型號.
管道(dào)金屬波紋管檢測裝置設計的原理及方法,完成了該裝置的機械主體及控製係(xì)統設計。利用鏈輪在圓弧形導軌上的(de)移動實現檢測裝置旋轉測量膨脹節波形的徑向變化,利用絲杠帶動檢測頭軸向移動來測量膨脹節波形的軸向變(biàn)化,采用PLC對檢測裝(zhuāng)置進行(háng)實時控製,通過計算(suàn)機處理數據(jù)和顯示圖形。
管道
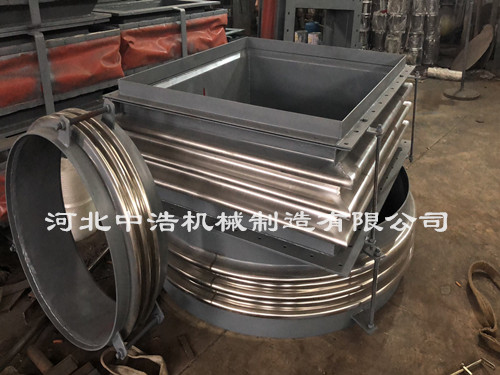
金屬波紋管是設置在容器殼體或管道上的一種撓性(xìng)結(jié)構,其利用波紋管作為彈性元件,由波紋管的伸縮變形來吸收管線由於熱脹冷(lěng)縮等原因產生的尺寸變化,具有(yǒu)位移補償、減(jiǎn)振降(jiàng)躁和(hé)密封的功能,廣泛應(yīng)用於化工、石油、冶金等行業。膨脹(zhàng)節要求具有較高的承壓能力、良好的(de)柔(róu)性和_的穩定性以及疲(pí)勞壽命,在多次拉伸(shēn)、壓縮(suō)後,若膨脹節的波形尺寸產生(shēng)較大的偏差會對(duì)其工(gōng)作性能產生_大的影響。膨脹節波形尺寸(cùn)變化檢測是_膨脹節質量安全的關鍵,設計膨脹節檢測裝置(zhì)具有重要的現實意義。
金屬(shǔ)波紋管波(bō)形檢測裝置,膨脹節(jiē)波紋管段波紋的主要數據有波高、波距、波峰曲率半徑及波穀曲率半徑,根據GB/T12777-2008《金屬波紋管膨(péng)脹節通用技術條件》的相關標準對波紋管膨脹節波紋數據進行檢測,以檢查膨脹節的疲勞(láo)及失穩情(qíng)況。
金屬波紋管在實際進行安裝的過(guò)程當中_有著更多的標準,在安裝試壓之前要_檢查一下整(zhěng)個波紋補償器節點的型號,並且根據規則和管道的配置來_他們的設計是符合要求的,對於那些內部帶有膨脹節或者(zhě)是一些其他流動(dòng)介質方(fāng)向的東(dōng)西,要_全部都是在一致的狀態之下,波紋補償器在實際進行安裝的時候還要注意,從現(xiàn)有的情(qíng)況來看,在金屬波紋管(guǎn)進行安裝的過程當中,要注意一下整個(gè)產品內部的情況,需要對內部(bù)的膨脹以及進行調整,要(yào)_他(tā)們的輔助構件能夠充分的發揮效果,並且要_膨脹節在變形之後能夠拆除。
金屬波紋(wén)管在進行安(ān)裝的時候,管道安裝完畢之後,要應用於運輸保護的輔助定位,並且所有的機構和緊固件都能夠進行很好的定位,要(yào)按照相關的要求把更多(duō)限(xiàn)定的裝置來(lái)調整到規定的位置(zhì),方便環境(jìng)條(tiáo)件將(jiāng)有著充分的補償。
在金屬波紋管進行實際安裝的時候,設計的要求(qiú)要_在變形(xíng)外(wài),嚴禁使用(yòng)波紋補償器的一些其他變形方法來進(jìn)行安裝偏差的調整,避免影響(xiǎng)到膨脹的正常功能,甚至也要避免對整個使(shǐ)用壽命產生一係列的影響(xiǎng)。